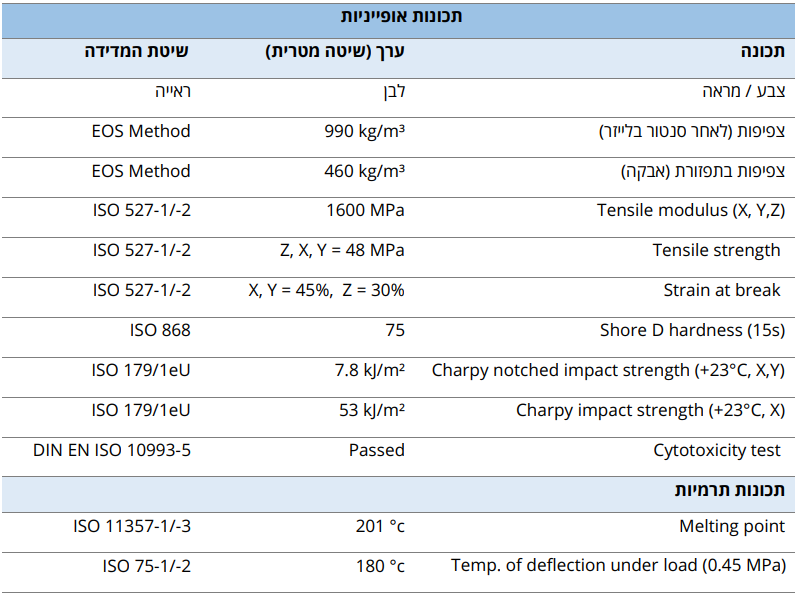
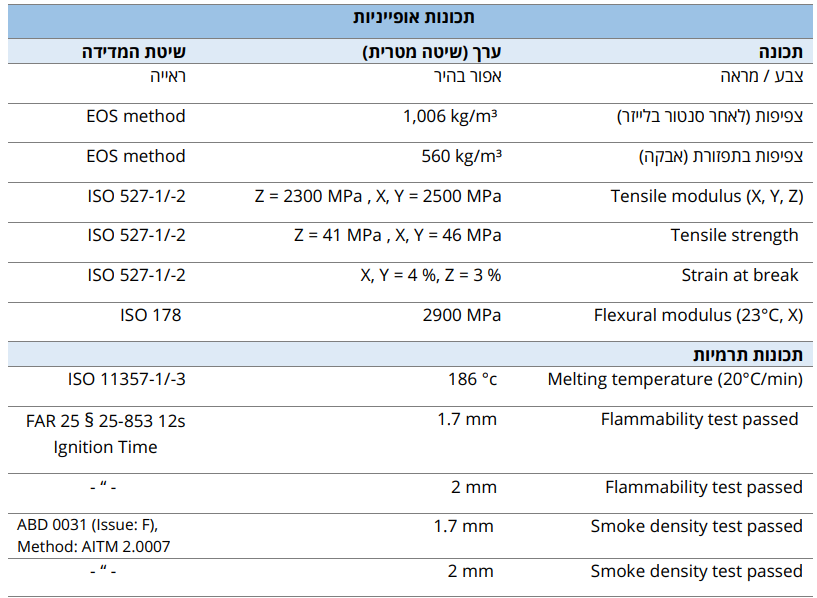
ניילון 12 FR הוא פוליאמיד 12 עם מעכב בערה (ללא הלוגן). בעת שרפה, פחמן דו חמצני משתחרר על פני השטח ומגן על הפלסטיק. התוצר הסופי הוא בעל תכונות מכניות טובות ורמת פרטים גבוהה בדומה למוצרי הזרקת פלסטיק. שיטת הייצור מאפשרת למתכנן חופש פעולה רחב לקבלת מוצרים מורכבים, קלים וחזקים עם תכונות דומות בכל הצירים.
תכונות עיקריות
JAR 25 / UL 94
ללא הלוגן
קשיחות דבוהה בהשוואה ל PA12
פני שטח טובים, פרטים קטנים מתקבלים ברור
עמידות טובה לכימיקלים
ספיחת לחות נמוכה
שמירה על מידות לאורך זמן
אפשרויות גימור מגוונות
יישומים
חלקים תעופתיים
מארזים לזיווד אלקטרוני
מארזים למכשור רפואי
חלקי פלסטיק בגאומטריות מורכבות
ידיות שליטה, יחידות פיקוד
כתחליף לחלקי פלסטיקה בהזרקה
ועוד…
הנתונים הנ"ל הם בגדר המלצה בלבד. תכונות החלק בפועל עשויות להיות שונות מאלו המפורטות למעלה ויכולות להיות מושפעות מגאומטרית החלק והפרמטרים השונים של התהליך.
צביעה בחדר צבע
בארן הצביעה נעשית בחדר צבע (על לחץ) תיקני, בעל תו תקן AS9100D .
לארן ניסיון רב בצביעת חלקי SLS (ניילון 12).
תהליך הצביעה: החלקים נצבעים בצבע יסוד, ליטוש וצבע סופי.
ניתן לצבוע בצבעים על בסיס אפוקסי, פוליאוריטני, צבע מוליך (לפתרון בעיות של EMI/RFI).
חדש! צביעה בטבילה
בכדי להוזיל את עלות הצביעה ולקצר לו"ז ניתן לצבוע בארן את חלקי ה -SLS בטבילה. בתהליך הנ"ל מתקבלים
חלקים צבועים בטקסטורה של ריסוס חול. כמו כן צביעה זו אינה מוסיפה עובי ומשקל לחלקים.
ארן מציעה מגוון רחב של צבעים. הצבעים המסומנים בכוכבית* נמצאים במלאי באופן קבוע בארן.
בנוסף, ניתן להזמין כל צבע מהרשימה המצורפת הנמצא במלאי אצל היצרן. וכן, ניתן לבצע הזמנה מיוחדת לכל גוון עפ"י מניפת RAL.
– המלאי יכול להשתנות – מומלץ לוודא עם ארן בעת ביצוע ההזמנה
חומרי הגלם לייצור ב SLS מגיעים בצורת אבקה (Powder).
ארן מחזיקה במלאי באופן קבוע שלושה סוגי חומר גלם: האחד ניילון 12, השני ניילון 12 עם תוסף 30% כדוריות זכוכית, חומר גלם זה קשיח יותר, עמיד יותר בשחיקה מכנית אך שביר יותר. השלישי ניילון 12 עם תוסף מעכב בעירה העומד בתקן UL94VO.
חומר גלם
תיאור
שימוש
יתרונות
חסרונות
משקל סגולי (מוצק)
מפרטים טכניים
PA12 (ניילון 12)
פוליאמיד 12
חלקי פלסטיק באיכות גבוהה לשימושים הנדסיים
חוזק וקשיחות גבוהים, עמידות בכימיקלים, שמירה על מידות, מאושר למגע עור ומזון.
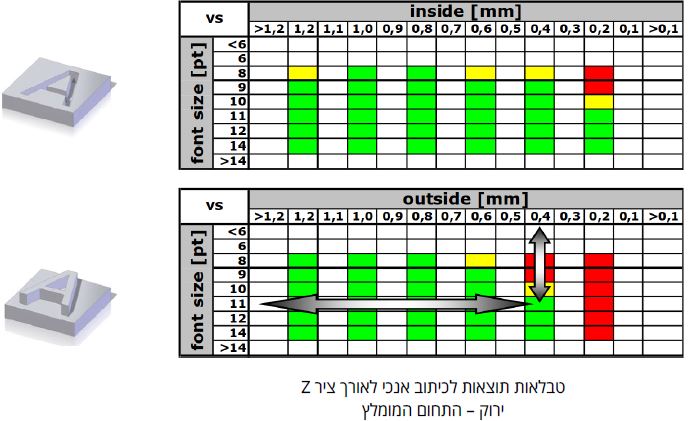
נבדק בשימוש בפונט Ariel בגדלים .14pt.-8pt כאשר גובה האותיות נע בין: 1.2-0.2 מ"מ.
הבדיקה נעשתה במצב מאונך ובמצב מאוזן כאשר הכיתוב פונה כלפי מעלה וכלפי מטה.
איכות הכיתוב המתקבל, שקוע או מובלט, תלוי בכיוון ההדפסה.
התוצאות הטובות ביותר מתקבלות כאשר הטקסט אנכי כלומר, הוא על הדופן המאוזנת בזמן ההדפסה. בתצורה הזו אין הבדל גדול בין כיתוב שקוע למובלט
כל עוד שומרים על שני כללים:
פונט הגדול מרוחב אות 0.6 מ"מ והבלטה או שיקוע הגדולים מ- 0.6 מ"מ, יש לשמור על מרחק מינימלי של 0.5 בין האותיות.
כאשר יש צורך לצבוע את החלק, מומלץ לבצע הבלטה / שיקוע של 0.8 מ"מ ומרחק מינימלי של 0.8 מ"מ בין האותיות.
הערה חשובה – בהדפסת כיתוב יש לשים לב לאיכות קובץ ה STL. כאשר הקובץ שמור ברישות גס, יתכן שחלק מהפרטים ייעלמו בייצור.
עוביי דופן
חלקים דקי דופן מומלץ לתכנן לפחות 1.5 מ"מ כדי לשמור על דיוק ולמנוע עיוותים ופגמים בחלק. שמירה על עובי דופן אחיד נותנת חלקים מדויקים יותר.
בחלקים גדולים, דופן עבה במיוחד עלולה לגרום לעיוותים בחלק בגלל התכווצות הפלסטיק בעת הקירור ולכן מומלץ לשקול תכנון חללים פנימיים לשחרור המאמצים.
פינים
בתכנון פינים, מומלץ לא לרדת מקוטר של 1 מ"מ!
הסטייה המקסימלית יכולה להגיע ל- 0.3 ± מ"מ.
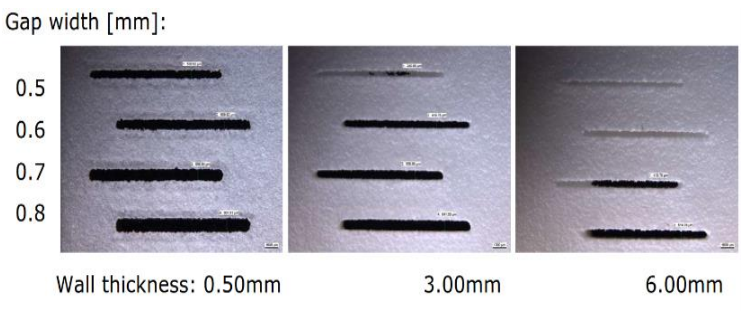
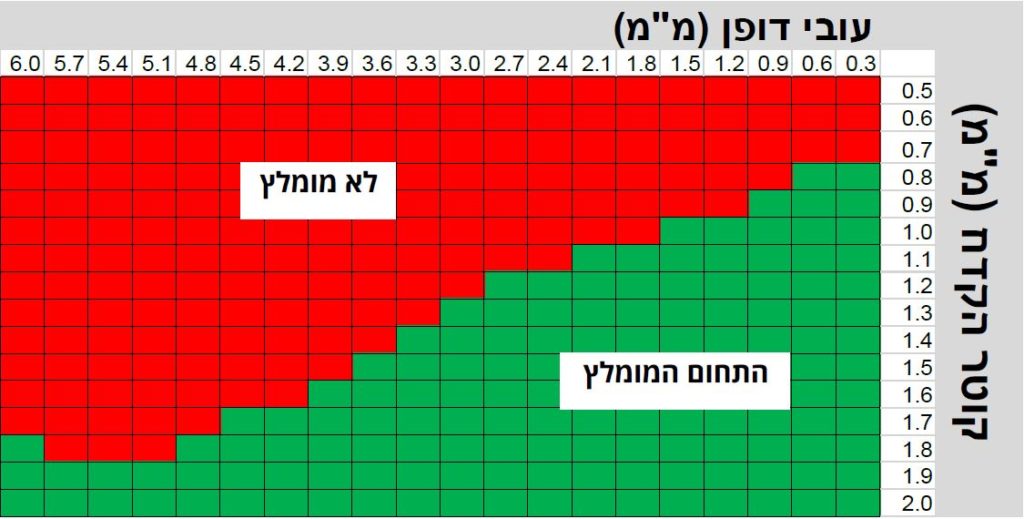
חריצים
ככל שעובי הדופן דק יותר, הרזולוציה המתקבלת טובה יותר.
איכות החריצים המתקבלת תלויה ביחס בין עובי הדופן לגודל החריץ:
• עבור חריץ במרווח של 5.0 מ"מ, מומלץ עובי דופן קטן/שווה ל- 1.8 מ"מ.
• עבור 0.6 מ"מ, מומלץ עובי דופן קטן/שווה ל 3.6 מ"מ.
• עבור 0.7 מ"מ, מומלץ עובי דופן קטן/שווה ל 4.2 מ"מ.
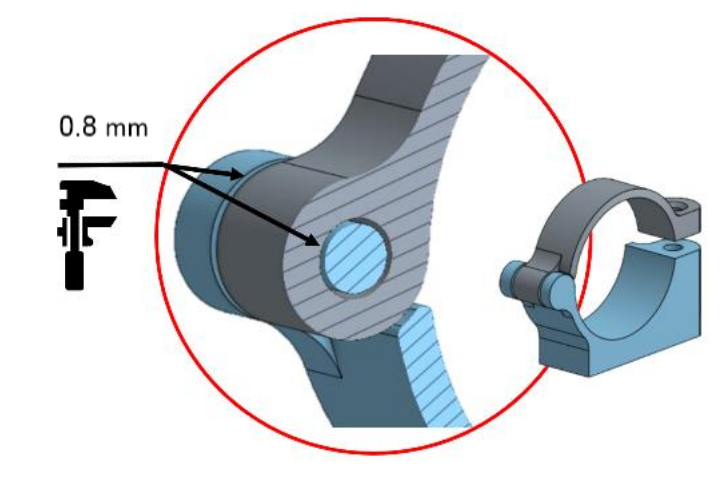
קדחים
כדי לקבל קדחים ברזולוציה טובה יותר יש להגדיל את קוטר הקדח או להקטין את עובי הדופן (עובי דופן
מינימלית 0.8 מ"מ).
הערה – איכות הקדחים יכולה להיות מושפעת מגורמים נוספים כגון מיקום החלק על המגש, זווית הקדח ביחס לכיוון
ההדפסה ועוד. כאשר יש חשיבות לקדחים עגולים ומדויקים, מומלץ לתכנן מראש עיבוד משלים על מנת להביא את הקדח
למידות הרצויות.
הדבקת חלקים
חלקי SLS ניתן לחבר בהדבקה בעזרת מגוון חומרים. בהכנת אזורי החיבור יש להקפיד על מרווח של 0.3 מ"מ
ולתכנן משטח חפיפה הגדול פי 3 עד 5 מעובי הדופן (T). ניתן לקבל יעוץ מארן בנושא סוגי הדבקים המתאים
ליישום.
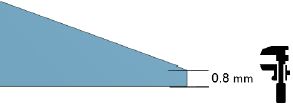
שפות חדות
בתהליך ה SLS נקבל תמיד שפות חדות כשהן מעוגלות ברדיוס
מינימלי של 0.3 -0.4 מ"מ. בשפת זרימה חדה, עדיף לבצע קיטום לעובי מינימום של 0.8 מ"מ.
חללים סגורים
חללים סגורים לא ניתנים לניקוי לאחר ההדפסה ונשאר בהם חומר במצב אבקה השוקל כ 50% ממשקל
החומר המוצק. ניתן להוסיף פתחים טכנולוגים לניקוי והסרת האבקה ולאחר מכן לאטום את החלק בהדבקה.
עבור פתח ניקוי אחד נדרש קוטר מינימלי של 4 מ"מ.
הרכבה
הדפסת חלקים מורכבים – תהליך הייצור ב SLS מאפשר הדפסת
הרכבה הכוללת צירים וחלקים נעים. יש לבדוק היתכנות עם ארן לפני הזמנת ההדפסה!
על מנת להדפיס הרכבה כיחידה אחת, חובה לדאוג למרווח של
מינימום 0.8 מ"מ בין החלקים השונים כדי להבטיח שחרור וקבלת
חופש תנועה לאחר הייצור. נא לעדכן את ARAN לפני תהליך הייצור
על הכוונה להדפיס את כל החלקים כהרכבה אחת ולבדוק עם ARAN
האם צפוי קושי בשחרור החלקים! בעת שמירה ל STL ,יש לבחור באפשרות לשמור כהרכבה.
הדפסת חלקים מורכבים במצב מפורק – יש לשמור על טולרנסים של 3.0 מ"מ כדי להבטיח התאמה. בחלק
מהמקרים, ניתן לקבל התאמה הדוקה יותר על ידי עיבוד משלים. בגלל תכונת ההתכווצות של הפלסטיק ומיקום
החלקים השונים בג'וב יתכן שלא תהיה התאמה מושלמת בין חלקים מודפסים.
ניילון 12 מעורב עם כדורי זכוכית לקבלת קשיחות ועמידות גבוהה. התוצר הסופי הוא בעל חוזק זהה לניילון 12 אבל הקשיחות גבוהה יותר. התערובת מכילה כדורי זכוכית (לא סיבים) ביחס של כ 40% מהמשקל.
תכונות עיקריות
חוזק וקשיחות גבוהים
עמידות טובה לשחיקה מכנית
עמידות תרמית טובה
מצוין בשמירה על תכונות לאורך זמן
שמירה על מידות ודיוק בפרטים
יישומים
חלקי פלסטיק באיכות גבוהה לשימושים הנדסיים
מארזים לזיווד אלקטרוני
מחברים, מעברים, משאבות, גלגלי שיניים ומאיצים
חלקי פלסטיק בגאומטריות מורכבות
חלקים הדורשים קשיחות ועמידות בשחיקה
הנתונים הנ“ל הם בגדר המלצה בלבד. תכונות החלק בפועל עשויות להיות שונות מאלו המפורטות למעלה ויכולות להיות מושפעות מגאומטרית החלק והפרמטרים השונים של התהליך.
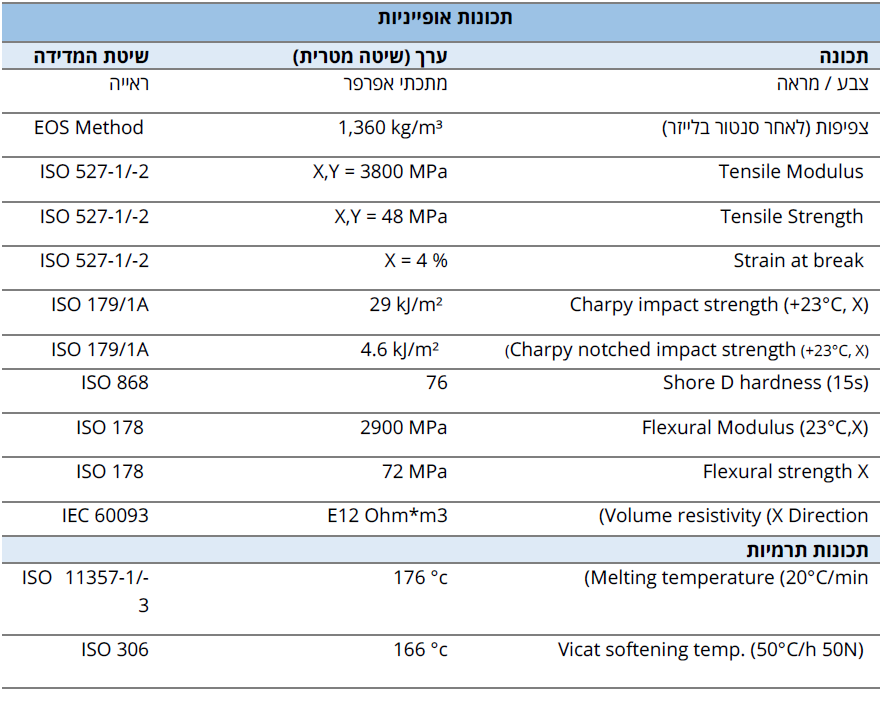
ניילון 12 מעורב עם אלומיניום לקבלת קשיחות גבוהה, הולכת חום ויכולת עיבוד משלים. התוצר הסופי הוא בעל מראה מתכתי ומתאים לעיבוד שבבי, החלקה או ציפוי.
תכונות עיקריות
חוזק וקשיחות גבוהים, עמידות טובה לשחיקה מכנית
הולכת חום טובה יותר
ספיחת לחות נמוכה
מצוין בשמירה על תכונות לאורך זמן
אפשרויות גימור ועיבוד מגוונות
שמירה על מידות ודיוק בפרטים
חסרונות (ביחס ל PA12 )
יקר יותר
פריך יותר
יישומים
חלקי פלסטיק הנדסיים בעלי מראה מתכתי
מארזים לזיווד אלקטרוני
דגמי מנהרת רוח
חלקי תבניות
חלקים הדורשים קשיחות
כתחליף לחלקי פלסטיק בהזרקה
הנתונים הנ“ל הם בגדר המלצה בלבד. תכונות החלק בפועל עשויות להיות שונות מאלו המפורטות למעלה ויכולות להיות מושפעות מגאומטרית החלק והפרמטרים השונים של התהליך.
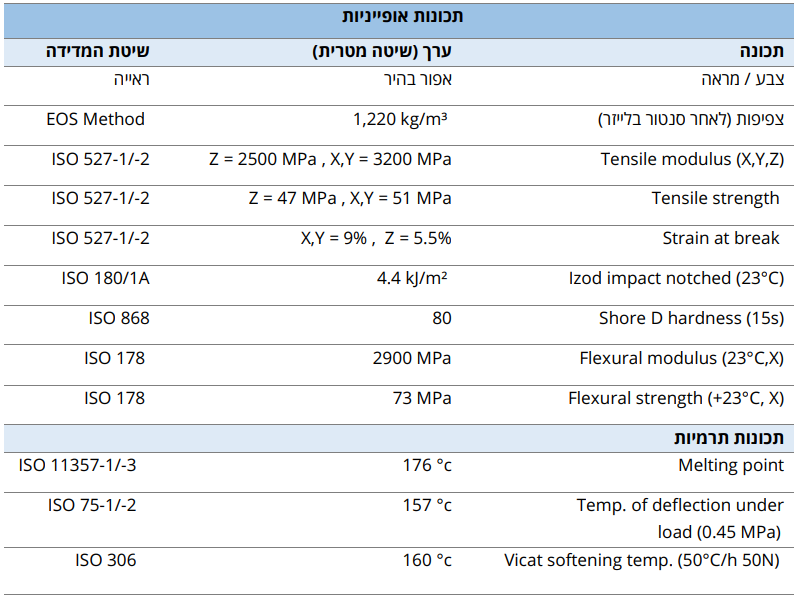
ניילון 11 הוא פולימר המופק משמן צמחי. לניילון 11 בהדפסה עמידות טובה לשבר, הוא בעל תכונות מכניות מעולות ורמת פרטים גבוהה בדומה למוצרי הזרקת פלסטיק. שיטת הייצור מאפשרת למתכנן חופש פעולה רחב לקבלת מוצרים מורכבים, קלים וחזקים עם תכונות דומות בכל הצירים.
תכונות עיקריות
עמידות טובה במתיחה
גמישות ועמידות מצוינת למכות
פני שטח טובים
עמידות מעולה לכימיקלים, דלקים ונוזלים הידראוליים
עמידות בטווח רחב של טמפרטורות
אפשרויות גימור מגוונות
מתאים לשימוש רפואי במגע עור
עשוי מחומרים מתחדשים (שמן קיק)
יישומים
חלקי פלסטיק באיכות גבוהה לשימושים הנדסיים
מכלי דלק, מוליכי נוזל הידראוליים
מחברים, מעברים, משאבות
תעלות אוויר ונוזלים
חלקי פלסטיק בגאומטריות מורכבות ועובי דופן דק
ידיות שליטה, יחידות פיקוד
כתחליף לחלקי פלסטיק בהזרקה
ועוד….
הנתונים הנ“ל הם בגדר המלצה בלבד. תכונות החלק בפועל עשויות להיות שונות מאלו המפורטות למעלה ויכולות להיות מושפעות מגאומטרית החלק והפרמטרים השונים של התהליך.
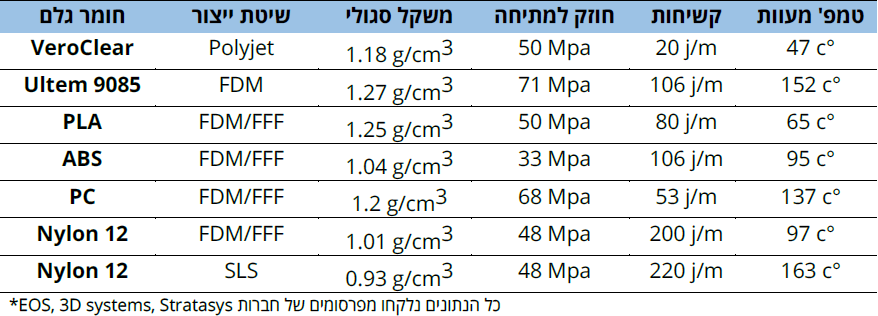
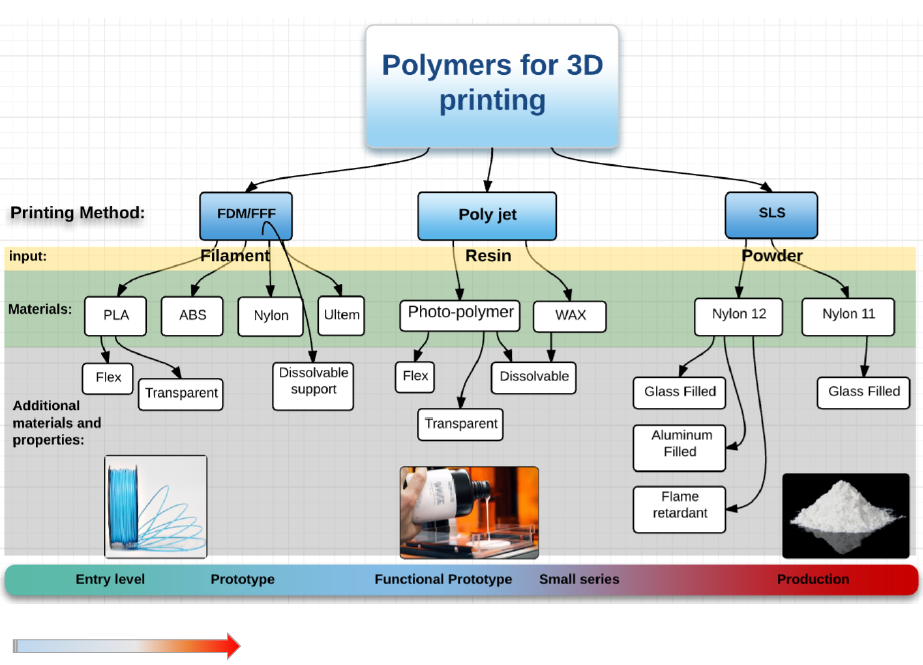
מגוון חומרי הגלם שניתן להדפיס איתם כיום עומד על כ- 200 סוגים שונים. שלושת החומרים הנפוצים ביותר לייצור בהדפסה תלת ממדית הם חומרים פלסטיים מסוג ABS, PLA וניילון 12 (פוליאמיד). בפרק זה נתמקד בחמישה חומרי גלם פלסטיים נפוצים, בשלוש שיטות הדפסה ובארבע תכונות מכניות החשובות לתכנון חלקים הנדסיים.
מה זה ABS?
ABS וניילון הם פולימרים פלסטיים מוכרים ונפוצים מאוד בתעשייה. PLA הוא פולימר אורגני המופק בעיקר מתירס ותכונותיו מתאימות במיוחד לשימוש במזון לכלים חד פעמיים.
ABS ו- PLA ניתן להדפיס רק בשיטת ההדפסה של FFF או FDM (התכה ומיזוג לצורך מידול). בשיטות אלו חומר הגלם מסופק כחוט המלופף על גליל .
Polycarbonate (PC) I- Ultem הם חומרים נוספים שנמצא רק בשיטת ההדפסה בחוט – FDM.
ניילון 12 ניתן להדפיס גם ב FDM אבל, הוא נפוץ בעיקר בשיטת ההדפסה SLS.
שיטת יצור נוספת היא ה- Polyjet המוכרת בעיקר מהמדפסות של חברת אובג'ט. בשיטה זו מוזרק שרף המתמצק על ידי חשיפה לאור. לשיטת ה-Polyjet מספר רב של חומרי גלם ייחודיים. ה-VeroClear הוא אחד הנפוצים שבהם. חומרי הגלם ב-Polyjet משנים את תכונותיהם בחשיפה לאור וללחות ולכן הם נפוצים יותר למודלים ופחות לשימושים הנדסיים.
השוואה לפי ארבע תכונות מכניות חשובות*:
משקל סגולי או צפיפות – בפשטות, עם נכפיל את המשקל הסגולי בנפח, נקבל את משקל החלק.
חוזק למתיחה (Tensile Strength) – מקסימום כוח מתיחה שאפשר להפעיל על חלק עד לנקודה בה הוא נכשל.
קשיחות – (Toughness ) – הקשיחות מעלה את הסבירות לשבר כאשר החלק מקבל מכה למשל, בנפילה על משטח קשה. זו הסיבה שעל מסך הזכוכית וחלקי האלומיניום הקשיחים בטלפון הסלולרי אנחנו מגינים בעזרת כיסוי פלסטיק זול. קימות מספר שיטות מדידה לקשיחות הבודקות את יכולת החומר לספוג אנרגיה מבלי להישבר. בפלסטיק מבצעים בדיקת הלימה או Impact. נשווה בין החומרים על פי Izod Impact Notched. ככל שהערך נמוך יותר, החומר שביר יותר בנפילה.
טמפרטורת מעוות (Heat deflection temperature) – הטמפרטורה בה חלק פלסטיק מתעוות תחת מאמץ נתון.
על פי הטבלה המצורפת, קל לראות מדוע ניילון 12 הוא החומר הפלסטי המועדף לייצור בהדפסה תלת ממדית בשיטת ה SLS המאפשרת קבלת יחס חוזק למשקל פנטסטי.
בעת בחירת חומר גלם ושיטת הדפסה יש להתחשב במספר פרמטרים נוספים כגון:
בהדפסה בשיטת FDM או FFF יש פער גדול בין תכונות החלק בציר ההדפסה Z (הגובה) לצירים X,Y כאשר לאורך ציר Z החלק חלש משמעותית.
עמידות לשחיקה מכנית – בשיטת הייצור ב SLS ניתן להוסיף כדוריות זכוכית או אלומיניום להדפסה ולקבל חלקים העמידים יותר בשחיקה. ב FDM ניתן להשתמש בחומרים אקזוטיים כגון ULTEM.
הולכת חום – פלסטיק הוא מוליך חום גרוע. בניילון 12 בתוספת אלומיניום (אלומיד) הולכת החום טובה עד פי 10.
עמידות בתנאי סביבה – PLA מתפרק בחשיפה ממושכת לשמש או למים. חומרי ה Polyjet סופחים לחות. חלקים המודפסים ב FDM לא יכולים לעמוד בלחצי נוזלים.
ייצור בהדפסה תלת ממדית מתבצע רק על פי קובץ תיב"ם (CAD) תלת ממדי.
הייצור עצמו אמנם מתבצע על פי קובץ מסוג STL ,עם זאת אנו מעדיפים לבצע את ההמרה ל STL אצלנו על מנת לקבל שליטה טובה יותר על הפרמטרים המבטיחים את איכות ההדפסה.
אנא צרפו קבצים עם אישור ההזמנה, גם במקרה שלא השתנו.
בארן מבצעים פעולות משלימות כגון צבע, ציפוי, עיבוד משלים, הכנסת אינסרטים ,הרכבה וכו'. כאשר יש צורך בפעולות אלה, יש לציין זאת במפורש בבקשה להצעת המחיר ובהזמנה ולצרף שרטוט הנדסי.
מצורפת טבלה של פורמטים ניטרליים מועדפים על פי סוג התוכנה אשר בשימוש. פורמט ניטרלי מאפשר להעביר את המודל התלת ממדי ללא היסטורית החלק, הסקיצות או הקשרים בהרכבה.
בעת השמירה אנא הקפידו על המצאות גוף (Body) אחד בכל חלק וללא משטחים. בחלקים המורכבים מ Multi Body עלולה להיווצר בעיה בהמרה ובייצור. בתהליך ההמרה נשמר לא פעם מידע מיותר כגון סקיצות,
חלקים ב Suppress וכו' ולכן, מומלץ לפתוח את הקובץ המומר בתוכנת התיב"ם לבדיקה לפני שהוא נשלח לארן!


 הרכבה
הרכבה